ਸਾਡੀਆਂ ਵੈਬਸਾਈਟਾਂ ਤੇ ਤੁਹਾਡਾ ਸਵਾਗਤ ਹੈ!







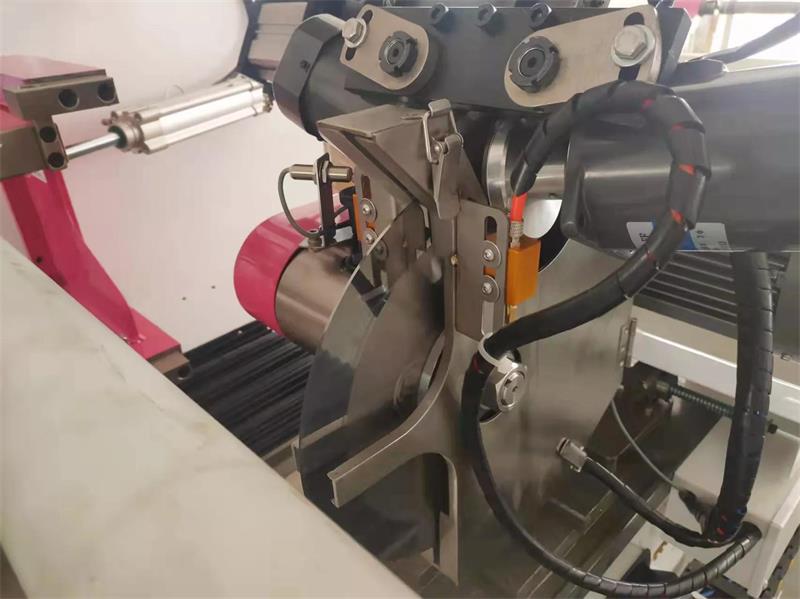
Hjy-QJ02 ਡਬਲ ਸ਼ਫਟਸ ਟੇਪ ਕਪਿੰਗ ਮਸ਼ੀਨ
| ਮਸ਼ੀਨ ਚੌੜਾਈ | 1.3m 1.6m |
| ਸ਼ੁੱਧਤਾ ਨੂੰ ਕੱਟਣਾ | +/- 0.1mm |
| ਅਧਿਕਤਮ ਕੱਟਣਾ | 160 ਮਿਲੀਮੀਟਰ / 230mm |
| ਮਿੰਟ. ਚੌੜਾਈ | 1mm |
| ਅੰਦਰੂਨੀ ਕੋਰ id | 1 "-3" |
| ਵਿਕਲਪਿਕ ਹਿੱਸੇ: | |
| 1. ਹੋਰ ਅਕਾਰ ਕੱਟਣ ਵਾਲੀ ਸ਼ਾਫਟ | 1 -3 "ਸ਼ਫਟਸ ਬੇਨਤੀ ਕਰਨ 'ਤੇ ਯੋਗ ਹਨ |
| 2. ਕੱਟਣਾ ਸਮਰਥਕ | ਜਦੋਂ 38 ਮਿਲੀਮੀਟਰ ਜਾਂ 25.4 ਮਿਲੀਮੀਟਰ ਤੋਂ ਘੱਟ ਕੋਰ ਕੱਟਣ 'ਤੇ ਲੌਗ ਰੋਲ ਦਾ ਸਮਰਥਨ ਕਰਨ ਲਈ |
| 3. ਸੁਰੱਖਿਆ ਕਵਰ | ਉਤਪਾਦਨ ਦੇ ਦੌਰਾਨ ਆਪਰੇਟਰ ਦੀ ਰੱਖਿਆ ਕਰਨ ਲਈ ਇਹ ਸੀਈ ਰੈਗੂਲੇਸ਼ਨ ਦੀ ਪਾਲਣਾ ਕਰਦਾ ਹੈ. |
| 1. ਮੁੱਖ ਡਰਾਈਵਿੰਗ ਦਾ ਹਿੱਸਾ | ਇਨਵੇਮੋਟਿਕਸ ਏਸੀਏਟਰ ਇਨਵਰਟਰ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ. |
| 2. ਕੇਂਦਰੀ ਨਿਯੰਤਰਣ ਇਕਾਈ | ਆਟੋ ਰੋਲ ਕੱਟਣ ਲਈ ਪ੍ਰੋਗਰਾਮੇਬਲ ਕੇਂਦਰੀ ਨਿਯੰਤਰਣ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ 50 ਅਕਾਰ ਉਸੇ ਸ਼ਾਫਟ ਤੇ ਨਿਰਧਾਰਤ ਕੀਤੇ ਜਾ ਸਕਦੇ ਹਨ. |
| 3. ਓਪਰੇਟਿੰਗ ਪੈਨਲ | ਸਾਰੇ ਕਾਰਜਾਂ ਨੂੰ 10 "ਐਲਸੀਡੀ ਟਚ ਪੈਨਲ ਤੇ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ. |
| 4. ਮੋਟਰ ਕੰਟਰੋਲ ਸਿਸਟਮ | ਕੇਂਦਰੀ ਨਿਯੰਤਰਣ ਸਿਸਟਮ plc ਪ੍ਰੋਗਰਾਮ ਕਰਨ ਯੋਗ ਕੰਟਰੋਲਰ ਹੈ. |
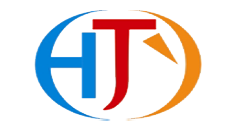
| 5. ਕਟਿੰਗ ਸਿਸਟਮ: | ਕਟਿੰਗਿੰਗ ਸਥਿਤੀ ਨੂੰ ਮਿਤਸੁਬੀਸ਼ੀ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ. ਆਯਾਤ ਕੀਤੀ ਉੱਚ ਸ਼ੁੱਧਤਾ ਬਾਲ ਪੇਵ ਅਕਾਰ ਨਿਰਧਾਰਤ ਕਰਨ ਲਈ ਲਾਗੂ ਕੀਤੀ ਗਈ ਹੈ ਅਤੇ ਲੀਨੀਅਰ ਸਲਾਇਡ ਰੇਲ The ਕਟਰ ਸੀਟ ਦਾ ਭਾਰ ਚੁੱਕਣਾ ਹੈ. |
| 6. ਬਲੇਡ ਪੋਜੀਸ਼ਨਿੰਗ ਸਿਸਟਮ | ਬਲੇਡ ਖੁਆਉਣਾ ਮਿਤਸੁਬੀਸ਼ੀ ਸਰਵੋ ਮੋਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਕੱਟਣ ਦੀ ਗਤੀ ਤਿੰਨ ਪੜਾਵਾਂ ਵਿੱਚ ਵਿਵਸਥਿਤ ਹੁੰਦੀ ਹੈ. |
| 7. ਸਰਕੂਲਰ ਬਲੇਡ ਦਾ ਆਟੋ ਕੋਣ ਵਿਵਸਥ | ਸਰਵੋਸ਼ੀ ਸਰਵੋ ਮੋਟਰ ਸਰਕੂਲਰ ਬਲੇਡ ਐਂਗਲ ਦੀ ਗਣਨਾ ਕਰਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਐਂਗਲ ਤਬਦੀਲੀ ਵੱਖ-ਵੱਖ ਸਮੱਗਰੀਆਂ ਦੇ ਅਧੀਨ ਹੁੰਦੀ ਹੈ (ਐਂਗਲ ਬਦਲੋ ਰੇਂਜ ± 8 ±± 8 ±± 8). |




ਆਪਣਾ ਸੁਨੇਹਾ ਇੱਥੇ ਲਿਖੋ ਅਤੇ ਸਾਨੂੰ ਭੇਜੋ





